
EMBROIDERY
Embroidery requires a high quality and thicker garment, such as a hoodies, sweatshirt or polo. This is because a thinner garment could pull the fabric when attempted to embryoid. Typical use of embroidery is for company/brand logos or smaller designs. Many businesses choose embroidery in their uniforms because embroidery looks professional and gives the garment a more solid feel. Embroidery is long lasting and will not fade in the wash and that’s why, some argue that embroidery is a lot more cost effective than other printing. It is recommended to use embroidery for uniforms and garments that are designed to be long lasting.
Embroidery looks far nicer in most circumstances, especially for custom workwear. Having embroidered uniforms adds an extra element of class and makes your brand stand out when worn by your customer facing staff.
Designs or logos are sewn directly onto garments using multi-head embroidery equipment. Contemporary embroidery is stitched with a computerized embroidery machine using digitized embroidery software. Multi-colored designs are charged the same as single-colored designs. Depending on the number of heads and needles on the machine.
DIRECT TO GARMENT (DTG)
State-of-the-art decorating technique used to print the digital image directly onto the garment, using inkjet technology. The specialty inks are absorbed by the fibers of the garment. Unlike heat/iron-on transfers, DTG printing creates a vibrant image with good durability and washability.
SCREEN PRINTING
Tried-and-true decorating technique that involves digitally etching designs onto mesh screens via a light-sensitive emulsion. Screens are mounted onto a press and ink is forced through the mesh directly onto the fabric and then cured under high temperatures. Each color in the design requires an individual screen. Once all screens are printed, the design comes to life.
SUBLIMATION
Dye sublimation printing is a process used to print on polyester or other synthetic fabrics. Large printers with specially formulated inks are used. A reverse image of the final design is printed onto coated, heat-resistant transfer paper and then transferred onto polyester fabric using a heat press.
HEAT TRANSFER
A digital print is printed onto special vinyl and is then transferred onto the fabric, using a heat press. Transfers are printed with a large format printer, using solvent-based inks. They are then cut out by the machine, lined up onto the fabric, and pressed into place.
DIRECT TO FLIM (DTF)
The DTF process is as simple in its working as its name suggests – Print on a film and directly transfer it onto fabric. The most prominent factor that makes this process worthy of use across a larger number of people is the freedom to choose almost any fabric. Be it polyester, cotton, silk, or synthetic fibers like rayon or terrycot, the DTF printing process will work its magic on them.
PRINTING CUSTOMIZATION
As a 100% customized private-label manufacturer in India, we can do any kind of printing including plastisol print, all-over garment printing, reflective printing, screen printing, digital printing, heat transfer sticker printing, discharge printing, pigment printing, high-density printing, DTG, DTF, puff printing, gold foil printing, and embossed printing. Whatever your printing requirement is, we can satisfy your needs.
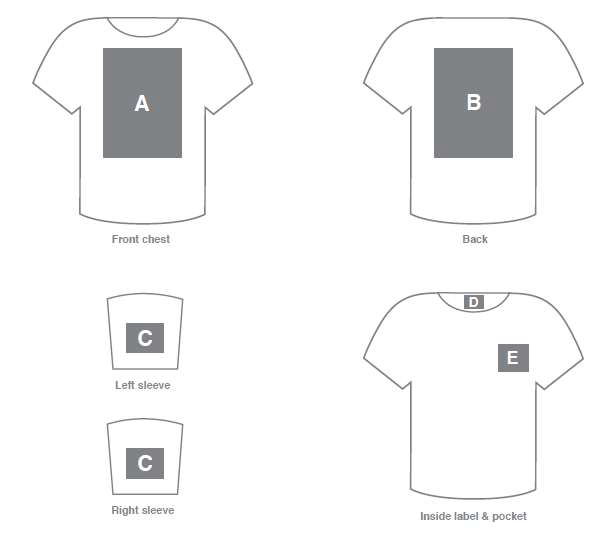
BRANDING POSITIONS SUIT ABLE FOR:
Embroidery, Direct to Garment (DTG), Screen Printing & Heat Transfer.
BRANDING POSITIONS SUIT ABLE FOR:
Sublimation – This service allows your image to be printed all over the entire item – all the way to
the edges / seams / collars at any size you need.
